8769bigred
Registered User
Ok so I went back to the drawing board for the valve guide measurements. I ditched my harbor freight dial indicator and got a good one. Iv slowing been buying Mitutoyo measuring tools over the years and now I had a need for a primo dial indicator. It worked ALOT better.
I also devised a strategy to deal with not having the ford valve stem spacer tool. I spaced the head off my bench with flat washers to give the valves more room to drop. I spaced the valves down into the guides to the point where the wear marks were no longer visible. I then measured all the guides the same way. Push valve towards indicator and zero. Pull valve straight towards me and record, divide value by 2.
This seemed to be a better strategy than leaving the heads flat on the bench. This method allowed the valves to walk in the guide more. I’m not sure if this is as far down as the ford tool lets the valves go. If I had the valves LOWER than the ford tool would allow my measurements should show more wear than I actually have.
I also feel like it’s easier to do consistent repeatable results compared to the hole gauge method.
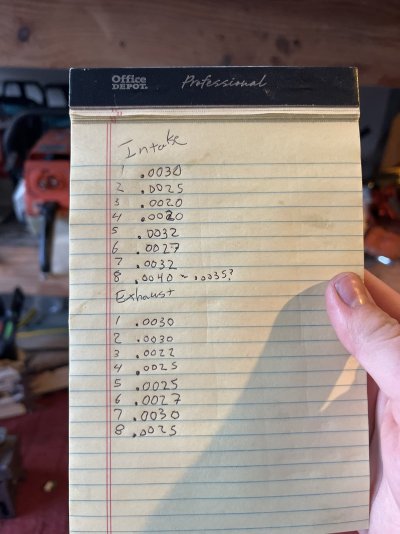
Based of my results I think my guides are good to go. I had one suspicious intake valve that I had a hard time getting a good read on. Some times .0035 some times .004. This is close to the .0055 wear limit.
Here’s my results for the rest of the guides
I also devised a strategy to deal with not having the ford valve stem spacer tool. I spaced the head off my bench with flat washers to give the valves more room to drop. I spaced the valves down into the guides to the point where the wear marks were no longer visible. I then measured all the guides the same way. Push valve towards indicator and zero. Pull valve straight towards me and record, divide value by 2.
This seemed to be a better strategy than leaving the heads flat on the bench. This method allowed the valves to walk in the guide more. I’m not sure if this is as far down as the ford tool lets the valves go. If I had the valves LOWER than the ford tool would allow my measurements should show more wear than I actually have.
I also feel like it’s easier to do consistent repeatable results compared to the hole gauge method.
Based of my results I think my guides are good to go. I had one suspicious intake valve that I had a hard time getting a good read on. Some times .0035 some times .004. This is close to the .0055 wear limit.
Here’s my results for the rest of the guides